
страница - 5
1.3.2. Число точек измерения для прямоугольного контура
Длина нормируемого участка L\, мм | Длина нормируемого участка L\, мм | П\ | |
До 100 | 5 | Св. 2500 до 4000 | 17 |
Св. 100 до 160 | 7 | Св. 4000 до 6300 | 19 |
Св. 160 до 250 | Св. 6300 до 10000 | 21 | |
Св. 250 до 400 | 9 | Св. 10000 до 16000 | 23 |
Св. 400 до 630 | 9 | Св. 16000 до 25000 | 25 |
Св. 630 до 1000 | 11 | Св. 25000 до 40000 | 27 |
Св. 1000 до 1600 | 13 | Св. 40000 до 63000 | 29 |
Св. 1600 до 2500 | л s И Св. 63000 АЭ I до 100000 | 31 | |
mm
Стандарт, определяющий отклонение от плоскостности, рекомендует использовать прилегающую плоскость в качестве базового элемента. Прилегающую плоскость
Ах + В у+С z+D =0
вычисляют по координатам х{, yt, zt точек Р/ измеренной поверхности, соблюдая условие
ггпп(ггшх/;(,1?,С,/>)), / = 1,2,...,/!,
где И(A9B9C9D) - наименьшее расстояние точки Р/ от плоскости
Ах + Ву +Cz+D = 0. Отклонение от плоскостности
EFE = max i =1.2.....л,
ht[A\B\C\D
есть максимальное значение наименьшего расстояния реальной поверхности от прилегающей.
При использовании в качестве базового элемента средней плоскости
Ах + Ву+CZ+D =0
ее определяют по координатам точек измеренной поверхности, соблюдая условие
%k*(A9B,C,D)
,/-i;
Отклонение от плоскостности в данном случае
EFE = Hp(a,B,C,d) +1 А, (А,В,С 9Ъ) ,
где hpA9B 9С 9D - максимальное наименьшее расстояние измеренной поверхности от средней плоскости над средней плоскостью;
h\A9B9C9D - максимальное наименьшее
расстояние измеренной поверхности от средней плоскости под средней плоскостью.
Для того, чтобы реализовать метод измерения отклонения от плоскостности с помощью методов измерения отклонений от прямолинейности, целесообразно сетку точек расположить, как указано в п. 13 в табл. 1.3.1. В этом случае траектории будут иметь общие точки, что позволит путем введения поправок построить базовую плоскость и определить отклонение от плоскостности. Для этого определяют z для точки пересечения М и вычисляют Zi для остальных точек измерения на диагоналях по формуле
Zi rZi +v,
где z\ - координатное значение точек Р/ на рассматриваемой диагонали, полученное методом измерения отклонений от прямолинейности; v - поправочное значение смещения для рассматриваемой диагонали, вычисленное из принятого значения z для точки М минус значение z для точки М данной диагонали.
Для всех других точек измерения на линиях измерения в поперечном и продольном направлениях принимают, что измеренные профили присоединены к двум уже известным точкам базовой плоскости, тогда
Zt =Zi +vt +Dqt
где V\ - поправочное значение смещения для рассматриваемой линии измерения, вычисленное из значения z минус значение z для первой точки присоединения линии измерения; D - поправочное значение на поворот для рассматриваемой линии измерения, вычисленное из значения z минус значение z для второй точки присоединения линии измерения минус У\\ qi - относительное число для расстояния соответствующей точки измерения Р/ на рассматриваемой линии измерения от точки вращения линии измерения (первой точки присоединения) по отношению к расстоянию второй точки присоединения от точки вращения.
Последующая обработка результатов измерений производится так, как указывалось выше.
1.3.4.ТЕХНОЛОГИЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ ПРЯМОЛИНЕЙНОСТИ
Методы и схемы измерения отклонений от прямолинейности представлены в табл. 1.3.3. В ней также указывается примерная область применения методов, достижимые погрешности измерения и составляющие погрешности измерения. Как и для измерения отклонений от плоскостности в качестве базовой прямой рекомендуется принимать прилегающую прямую. Эта рекомендация определяет и набор представленных методов измерения и методы обработки результатов измерений. Рекомендация связанна с системой допусков на отклонения формы, которая предполагает в качестве начала отсчета отклонений прилегающие поверхности линии и контуры. В тех случаях, когда не ставится задача контроля, выбор базовой поверхности, линии или контура должен быть согласован с задачей измерения.
1.3.5.ТЕХНОЛОГИЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ ОТ КРУГЛОСТИ
В табл. 1.3.4 представлены методы измерения отклонений от круглости, а также основные составляющие погрешности измерения.
При измерении отклонений от круглости стоит задача выбора плоскости измерения. Если она не задана, то измерение производят в нескольких плоскостях. Число ~ плоскостей для задач контроля отклонений от круглости может определяться в соответствии с табл. 1.3.5. При этом первое и последнее сечения должны иметь расстояние / / 2N от края, а расстояние между сечениями принимается равным I / N. При использовании круглог-рамм для определения отклонения от круглости следует иметь в виду, что из-за различных увеличений по радиальному и тангенциальному направлениям форма профилограммы не совпадает с формой реального профиля.
Измерение отклонений взаимного расположения поверхностней предполагает, что одна из ее поверхностей или ее геометрическая ось принимается за базу измерения. Оценка величины отклонений производится относительно этой базы. Отклонения формы базовых поверхностей и рассматриваемых при оценке исключаются. Это делается заменой реальных поверхностей прилегающими. Прилегающие поверхности могут имитироваться при измерении соответствующими элементами прибора.
Измерение параметров шероховатости производится на специализированных приборах, которые реализуют соответствующие методы измерения.
1.3.6. ИЗМЕРЕНИЯ НА КООРДИНАТНО-ИЗМЕРИТЕЛЬНЫХ МАШИНАХ
Как указывалось выше, для определения отдельных геометрических характеристик деталей при контроле деталей сложных конструкций используются координатные измерительные машины. Особенности измерений на ко-ординатно-измерительных машинах (КИМ) зачастую определяются особенностями их построения.
На координат но-измерительных машинах (КИМ) производят измерение координат отдельных точек поверхностей объекта в принятой системе координат (прямоугольной, цилиндрической или сферической) и последующее определение необходимых геометрических параметров (размеров, формы и взаимного расположения поверхностей) путем математической обработки измеренных координат.
КИМ - устройство, обеспечивающее установку измеряемой детали, взаимное перемещение системы ощупывания и детали, измерение этих перемещений по координатам, обработку данных измерений и представление результатов расчетов измеряемых геометрических параметров.
Блок координатных перемещений (БКП) имеет базовую поверхность и узлы координатных перемещений и, таким образом, образует устройство взаимодействия (УВ) измерительной машины с деталью, например взаимное перемещение измеряемой детали и измерительной головки (ИГ), установленной на одном из узлов машины.
Координатные перемещения отсчитыва-ются посредством измерительных преобразователей (ИП) и преобразуются затем в показания блока цифровой индикации (БИН) координатных перемещений и сигналы, используемые в ЭВМ для расчета и представления измеряемых геометрических параметров деталей.
Взаимные перемещения узлов БКП и УВ производятся либо вручную, либо электромеханическими приводами ЭМП. В последнем случае управление осуществляется либо от блока управления электроприводами (БУП) (автоматический режим), либо от пульта (П) (механический режим).
Функции устройства преобразования (УПС) зависят от типа используемой измерительной головки. При использовании головки касания в момент соприкосновения измерительного наконечника головки с измеряемой поверхностью детали устройством УПС подается электрический сигнал на отсчет перемещений по координатам от ИП и на останов и реверс взаимного перемещения детали и УВ. УПС кроме выдачи сигнала на отсчет перемещений по координатам воспринимает, усиливает и подготавливает для передачи в ЭВМ сигналы ИП, встроенных в ИГ отклонения. Эти сигналы пропорциональны отклонению наконечника измерительной головки от некоторого нулевого положения.
1.3.3. Методы измерений отклонений от прямолинейности
Наименование метода
Схема измерения
Область применения
Составляющие погрешности измерения
1
Непрерывное измерение специальными приборами
Определяется средствами измерения
2s «±(0,1 + 0,3) мкм
L до 100 мм; 2s « ±(0,5 + 2) мкм L до 500 мм, где s - стандартное отклонение
Измерение методом исключения погрешности прямолинейного перемещения прибора для измерения длин
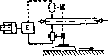
Для L <, 500 мм
2s «±(1 + 5) мкм
Измерения на коор-динатно-измеритель-ной машине
<*yi>
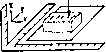
Определяется измерительной машиной
Для L до 500 мм: в цеховых условиях 2s = ±(4 + 15) мкм; в лабораторных
2s = ±(0,5 + 5) мкм
Измерение от поверочной плиты или поверочной линейки прибором для измерения длин (или концевыми мерами)
Для поверочной линейки L й 1600 мм
Погрешности:
отклонения от прямолинейности меры;
прибора;
графического изображения измеренного профиля и графической оценки отклонений от прямолинейности. 2s « ±(5 + 10) мкм, L = 1600 мм
Самая актуальная информация zastraxuem у нас.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151]