
страница - 84
Плены - пленки на поверхности или внутри «отливки, состоящие из окислов, часто с включением формовочного материала. Плены в отливках возникают в результате того, что при заполнении формы составляющие расплава вступают в химическую реакцию с атмосферой и материалом формы, а из продуктов реакции на поверхности расплава образуется тугоплавкая и плотная пленка. При механическом разрушении этой пленки в процессе заливки отдельные куски ее оседают в различных местах формы.
Литейные подрезы - дефекты литья в виде углублений в местах конструктивных концентраторов напряжений. Образование литейных подрезов связано с недостаточной жидкотеку-честью металла в процессе литья из-за понижения температуры.
В процессе литья слитков или деталей могут образовываться дефекты типа рыхлоты (скоплений усадочных пор), появляющиеся в результате уменьшения объема металла при затвердевании. Такие дефекты представляют собой несплошности материала неопределенных очертаний и имеют прерьшистый или непрерывный характер.
К дефектам, образующимся при литье деталей, относятся отклонения в их геометрии.
Ряс. 3.2.9. Полосчатая микроструктура продольного мнкрошлифа образца из стали ЭП310Ш (х 500)
Ликвация представляет собой неоднородность сплавов по составу, образующуюся при их затвердевании. Ликвацией называется также процесс создания такой неоднородности. Различают дендритную и зональную ликвации. Дендритная ликвация - неоднородность пс составу осей и межосных участков в объеме дендрита. Зональная ликвация - неоднородность по составу различных зон слитков. Кристаллит литого металла неоднороден по составу и состоит из сростков дендритов. При деформации дендритное строение металла изменяется. Оси дендритов располагаются вдоль
направления деформации и по мере увеличения степени обжатия, температуры и длительности нагрева уменьшается различие в составе осей и межосных участков. Однако полное выравнивание состава не достигается и в микроструктуре деформированного металла сохраняется структурная полосчатость. На продольном микрошлифе при этом наблюдается полосчатая структура, состоящая, например, для аустенитно-мартенситных сталей, из полос аустенита и мартенсита (рис. 3.2.9).
Причина дендритной ликвации - затвердевание сплавов в некотором интервале температур. В начале затвердевания образуются оси дендритов первого порядка, обогащенные компонентами, имеющими более высокую температуру затвердевания, затем (по мере понижения температуры и изменения состава расплава) перпендикулярно к первичным осям образуются оси второго порядка и далее ответвляются оси более высоких порядков. В период кристаллизации в участках, расположенных между осями дендритов, находится жидкость, обогащенная легкоплавкими примесями.
Формирование осей дендритов первого порядка при направленном теплоотводе приводит к обогащению расплава легкоплавкими примесями, вследствие чего в конце зоны столбчатых кристаллов, где развиты оси первого порядка, накапливаются примеси (сера, углерод, кислород, фосфор). Таким образом создается зональная ликвация.
Границы ликвационных зон при приложении внешних нагрузок могут явиться концентраторами напряжений, что обеспечивает зарождение и рост трещин.

Рис. 3.2.10. Окся сульфидные включения в виде тонких пленок в районе газовой ликвации. Сталь Юкп (х 200)
Газовая ликвация - характерный дефект слитка кипящей стали, представляющий собой участки структурной и химической неодно-
родности в виде стреловидной ликвации -каналов в зоне наружной корочки и сегрегационных пятен у внутренних концов сотовых пузырей.
Участки газовой ликвации в пузырях загрязнены неметаллическими включениями, главным образом сульфидами и оксисульфи-дами в виде отдельных групп и цепочек и тонких пленок, располагающихся по межосным
участкам, обусловливая иногда границу ликва-ционного участка (рис. 3.2.10).
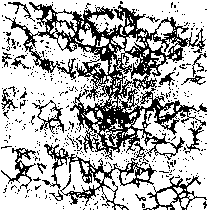
Точечно-пятнистая неоднородность типична для высоколегированных жаропрочных сталей и сплавов и представляет србой локальные участки, обогащенные ликвирующими примесями в виде избыточных фаз (рис. 3.2.11).
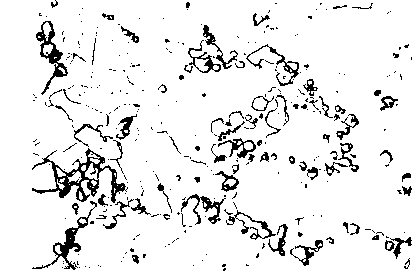
Рис. 3.2.11. Микроструктура продольного микрошлифа стали ЭИ868 с точечно-пятнистой неоднородностью. Видны строчки карбидов, интерметаллидов и нитридов (х 500)
Точечно-пятнистая неоднородность образуется вследствие дендритной ликвации сплавов в период их кристаллизации в области равноосных кристаллов, где ликвация имеет наибольшее развитие. Обусловлено это тем, что формирование межосных участков в рассматриваемой области происходит в условиях замедленного охлаждения с резко выраженной разделительной диффузией, приводящей к значительному обогащению межосных участков углеродом, азотом, кислородом, бором, серой и некоторыми легирующими элементами (W, Мо, Сг). В этих участках образуются избыточные фазы: карбиды, карбонитриды, бориды, сульфиды и т.п.
Ликвационный квадрат - дефект, выявляющийся в поперечных макрошлифах деформированного металла; представляет собой структурную неоднородность в виде различно травящихся зон, контуры которых повторяют форму слитка. Причина образования ликваци-
онного квадрата - зональная ликвация в сочетании с дендритной. Примеси (фосфор, кислород, сера и др.) оттесняются к концу зоны столбчатых кристаллов, обогащая слой жидкого металла, расположенный за этой зоной.
Инородные, металлические включения отличаются по составу и структуре от основного металла и попадают в него из внешних источников, которые могут быть весьма разнообразными: ферросплавы и лигатуры, затонувшие куски прутков или маркировочных дужек, куски электродов.
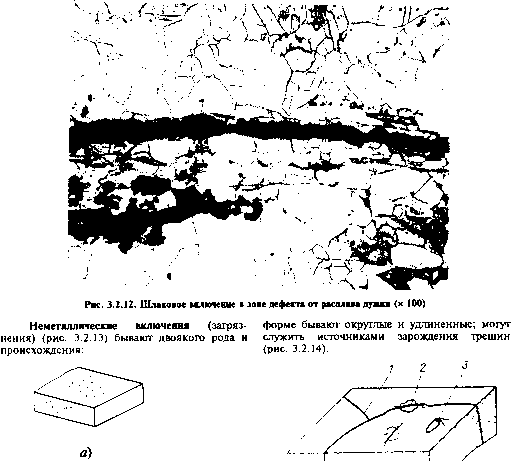
Маркировочные дужки попадают в слиток из прибыльной части; в случае раннего погружения дужки в металл, высокой температуры металла и шлака концы дужки подплав-ляются и погружаются в тело слитка, захватывая с собой и шлак (рис. 3.2.12).
Инородные металлические включения обнаруживаются при контроле микроструктуры или при ультразвуковом контроле.
б)
Рис. 3.2.13. Схема расположения крупных неметаллических включений на поверхности слитков:
а - листовой слиток; б - сортовой слиток
включения неметаллических частиц, попавших в металл извне (шлак, огнеупор, графит, песок);
включения частиц окислов, сульфидов, силикатов, нитридов, образующихся внутри металла вследствие химического взаимодействия компонентов при расплавлении и заливке сплава.
Они располагаются в виде цепочек или сетки преимущественно по границам зерен; по
Рис. 3.2.14. Разрушение, инициируемое включениями
(схема): 1 - граница зерна; 2 - микротрещина в хрупко разрушившемся включении; 3 - микротрещина на границе включение - матрица
При деформации в местах протяженных строчек включений образуются микротрещины, которые при слиянии формируют несплошность, а при выходе на поверхность -надрывы (рис. 3.2.15).
На рис. 3.2.16 приведен пример вытянутых вдоль направления прокатки строчечных включений сульфидов марганца и железа.
В деформированном металле загрязнения вытягиваются вдоль направления деформации И образуют нитевидные дефекты, называемые волосовинами (рис. 3.2.17). Волосовины могут быть в виде сплошных или прерывистых строчек, иметь различную длину (от 1 до 100 мм и более). Длина волосовин зависит от степени
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151]