
страница - 85
х 0,5
х 100
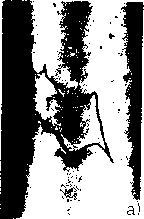
Рис. 3.2.15. Надрыв по неметаллическим включениям (грубым строчкам корунда а - AI2O3)
У | |
J | 1 |
) | \ |
Рис. 3.2.18. Типичное расположение флокенов в макрошлифах сталей (схема)
Рис. 3.2.16. Сульфиды FeS - MnS в металле с повышенным содержанием серы и фосфора (х 100)
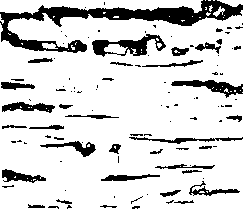
Рис. 3.2.17. Волосовины на валу, выявленные магнитным методом
деформации и размера загрязнения. В прутках стали волосовины наиболее часто встречаются в поверхностной зоне и в осевой зоне равноосных кристаллов.
Флокены представляют собой тонкие разрывы (рис. 3.2.18) металла округлой или овальной формы, образующиеся вследствие структурных напряжений в металле, насыщенном водородом; располагаются в средней зоне слитков, поковок или прутков. Обычно образуются в деформированном металле. В литом металле встречаются редко, преимущественно в конструкционных сталях с высоким содержанием легирующих элементов.
В деформированном металле флокены выявляются на макрошлифах, в изломах и при ультразвуковом контроле проката и поковок.
Флокены образуются преимущественно в процессе охлаждения стали горячей деформа-
ции, термической обработки, а также при последующем хранении металла. Причина образования флокенов - наличие в металле водорода и высоких напряжений в локальных участках при значительной хрупкости металла в этих участках. Водород, определяющий флокено-чувствительность металла, попадает в него преимущественно в процессе выплавки. Растворимость водорода в жидком сплаве значительно выше, чем в твердом.
С повышением содержания легирующих элементов и углерода склонность к образованию флокенов увеличивается.
w
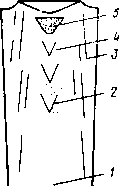
Рве. 3.2.19. Схема различных видов ликвации:
1 - отрицательная ликвация; 2 - прямая V-образная
ликвация; 3 - обратная V-образная ликвация; 4 - положительная ликвация; 5 - усадочная полость
У-образиая ликвация имеет вид темнотра-вящихся участков (полос), обогащенных серой, фосфором, углеродом и др. примесями. Может быть прямой или обратной. На рис. 3.2.19 схематически показаны прямая и обратная V-образная ликвация, а также зоны положительной и отрицательной ликвации.
Шлаковые включения - неметаллические оксидные включения округлой формы, расположенные в теле отливки или на ее поверхности. Обнаруживаются внешним осмотром и рентгенопросвечиванием.
Причины возникновения:
применение не очищенных от масла и коррозии шихтовых материалов;
недостаточное рафинирование расплава;
малое время выстаивания расплава после рафинирования;
плохая промывка и очистка разливочного ковша;
повышенная склонность расплава к окислению;
турбулентное (завихренное) поступление метала в форму и его вспенивание;
падение металла в форму;
прерывание струи металла при заливке.
Вскип, вскиповая раковина - оксидные складки или раковины, образовавшиеся при кипении сплава. Различают вскипы со стороны формы, стержня и от холодильника. Причина образования - большое давление газов и паров в форме вследствие:
высокой газотворной способности материала формы и стержней, низкой газопроницаемости формы;
повышенной влажности отдельных участков формы;
установки непросушенных стержней;
чрезмерного уплотнения отдельных участков формы;
отсутствия воздухоотводящих каналов (или залив их металлом) в форме и стержнях;
некачественной подготовки холодильников (плохо очищены от загрязнений, плохо просушены или не окрашены);
недостаточной просушки кокильной краски;
установки неподогретых металлических стержней и вставок в кокиль.
Поверхностное окисление (загар, горение) - встречается (у отливок из магниевых сплавов) в виде:
сплошной окисной плены черного или серого цвета;
отдельных или групповых раковин, заполненных порошком черного цвета или серого цвета;
наростов (грибков) черного цвета.
Причины возникновения:
недостаточное количество защитных присадок в формовочной смеси и. стержнях;
повышенная влажность стержней;
перегрев каналов литниковой системы;
чрезмерно высокая температура заливки;
медленное остывание отливки в форме, способствующее выгоранию защитных присадок.
Оксидный спай - нарушение сплошности отливки в виде неслившихся потоков металла, разделенных пленкой. Наиболее часто проявляется в тонких сечениях отливки.
Причины возникновения:
малая скорость заполнения формы сплавом;
низкая температура заливки или недостаточный нагрев кокиля;
прерывание струи сплава;
неправильный подвод металла, при котором образуются глухие, плохо промываемые металлом полости, заполняемые несколькими потоками металла;
низкая газопроницаемость и плохая вентиляция формы.
Газовые раковины - полости округлой формы диаметром 1...3 мм и более с гладкой блестящей поверхностью. Располагаются в теле отливки отдельными включениями или гнездами. При литье магниевых сплавов наружные раковины имеют окисленную поверхность серого или черного цвета, при взаимодействии металла с серой раковины имеют желтую окраску. При литье тяжелых цветных металлов раковины часто располагаются под коркой металла (подкорковые раковины) и обнаруживаются при обработке резанием.
Причины возникновения:
низкая газопроницаемость формы и стержней;
повышенное содержание газотворных веществ или посторонних включений в формовочной и стержневой смесях и кокильной краске;
высокая влажность формы и стержней;
захват воздуха при заливке, большая скорость потока сплава в форме;
недостаточная вентиляция кокиля;
плохая обработка холодильников;
избыточность припыливания струи металла серой (при литье магниевых сплавов);
плохо раскисленный и насыщенный водородом и серой металл (при литье оловянных, высокосвинцовистых и других бронз и никелевых сплавов);
местное скопление защитных присадок в формовочных смесях.
Газоусадочная пористость - образуется по следующим причинам:
повышенная газонасыщенность сплава;
недостаточное питание отливки;
повышенная влажность формы;
недостаточная просушка стержней и кокильной краски;
завышенная температура заливаемого сплава.
Коробление - искажение геометрии и конфигурации отливки. Обнаруживается после остывания отливки в форме, выбивки и заварки.
Причины возникновения: неравномерное охлаждение и усадка отдельных частей отливки, вызывающие появле-
ние внутренних напряжений, которые превосходят предел текучести металла;
малая жесткость конструкции отливки;
неправильная укладка деталей при термической обработке;
низкая температура охлаждающей среды;
неравномерный нагрев отливки при заварке дефектов.
Ужимины - длинные узкие вмятины в теле отливки, наслоения металла, отделенные прослойкой формовочной смеси (при литье в песчаные формы) или прослойкой краски (при литье в кокиль).
Причины возникновения:
нарушение технологии приготовления формовочной смеси;
неравномерное уплотнение формы, вызывающее неравномерное расширение слоев формы при заполнении ее металлом;
отслаивание и растрескивание слоя кокильной краски;
местный перегрев формы при заливке.
Пригар - неравномерные утолщения из формовочной или стержневой смеси, пропитанные металлом, располагающиеся в местах ее соприкосновения с наиболее горячими участками формы.
Причины возникновения:
крупнозернислъгй песок и слабое уплотнение формы;
низкая огнеупорность (для медных сплавов) формовочной и стержневой смесей;
повышенный напор сплава при заливке;
низкое качество противопригарной краски;
завышенная температура заливки.
Королек - металлическое включение того же состава, что и отливки. В большинстве случаев включение полностью окружено металлом.
Причины возникновения:
неправильный режим заливки отливок (перегрев струи, выбросы и разбрызгивание металла);
неудачная конструкция литниковой системы, приводящая к раздроблению струи металлического расплава.
Отклонение микроструктуры по виду, количеству и величине структурных составляю- щих от требований стандарта.
Причины возникновения:
нарушение технологии термической обработки вследствие заниженной температуры нагрева, приводящей к неполной закалке; завышенной температуры нагрева, приводящей
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151]