
страница - 94
СХЕМЫ ПРОСВЕЧИВАНИЯ
291
ривается подготовка кромок под сварку с их скосом под углом 45° и менее. Сварочные дефекты в этом случае с большой вероятностью будут появляться в местах сплавления основного и наплавленного металла. В этом случае при контроле ответственных ОК ось пучка излучения нужно центрировать параллельно плоскостям сплавления и под углом 90° к горизонтальной плоскости (см. рис. 3.4.2, б).
На рис. 3.4.3 приведены схемы просвечивания с оптимальным (рис. 3.4.3, а) и неоптимальным (рис. 3.4.3, б) центрированием оси рабочего пучка излучения при просвечивании тавровых соединений. Просвечивание по схеме рис. 3.4.3, б таврового соединения с небольшим проплавлением угла может привести к выводу о неполном противлении угла из-за возможного зазора между вертикальной и горизонтальной стенками сварного соединения. Рис. 3.4.4 иллюстрирует правильное центрирование оси рабочего пучка излучения, поскольку требуется убедиться в полном противлении элементов соединения.
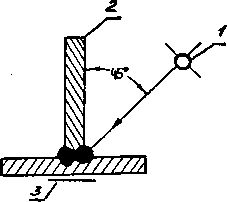
Рис. 3.4.4. Схема просвечивания таврового ОК с полным проплявлением элементов соединения:
/ - источник излучения; 2 - ОК; 3 - пленка
Схему просвечивания на рис. 3.4.5 таврового соединения с использованием нескольких пленок можно использовать, когда соединение имеет несколько угловых швов с разной степенью противления.
При контроле кольцевых сварных соединений цилиндрических изделий следует, как правило, использовать схемы просвечивания через одну стенку ОК (см. рис. 3.4.6).
При просвечивании сварных соединений по схемам рис. 3.4.7 обычно направление излучения выбирают таким, чтобы изображения противолежащих участков сварного шва на снимке не накладывались друг на друга.
Национальные и международные стандарты при помощи номограмм или алгебраи-
е | / / | |
/ | ||
/ | ||
/ | ) ( | / К, |
Рис. 3.4.5. Схема просвечивания таврового соединения с использованием нескольких пленок:
I - источник излучения; 2 - ОК; 3 - кассета с пленками
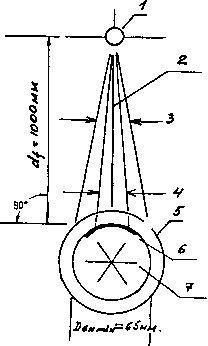
Рис. 3.4.6. Схема просвечивания кольцевого стыкового сварного соединения через одну стенку:
1 - источник излучения; 2 - ось рабочего пучка излучения; 3 - апертура пучка, вызывающего большую дисторсию радиационного изображения ОК; 4 - апертура рабочего пучка излучения; 5 - ОК; 6 - пленка со свинцовым экраном от воздействия
обратно-рассеянного излучения; 7 - участки (экспозиции) при контроле (не менее 6)
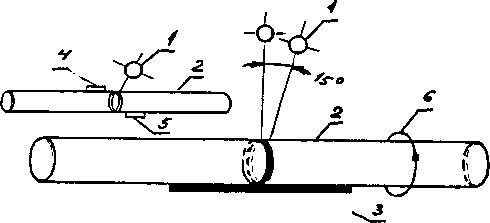
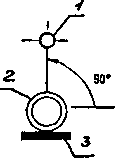
Рис. 3.4.7. Схема просвечивания кольцевого стыкового сварного соединения с внутренним диаметром 32 ... 64 мм
через две стенки:
1 - источник излучения; 2 - ОК; 3 - пленка; 4 - пластинчатый эталон чувствительности с толщиной 2 % от удвоенной толщины стенки; 5 - пластинчатый эталон чувствительности с толщиной 2 % от толщины одной стенки; 6 - участки (экспозиции) при контроле (не менее 6)
ческих зависимостей с учетом геометрических характеристик ОК устанавливают ограничения на значения некоторых параметров радиогра-фирования при контроле по схемам рис. 3.4.6 и 3.4.7.
Все цилиндрические ОК следует нумеровать по часовой стрелке лицевой стороной к рабочему пучку излучения. Свинцовые маркировочные знаки должны размещаться на стороне ОК, противоположной сварному шву, около которого находится пленка, и на расстоянии не менее 4 мм от зоны термического влияния.
При просвечивании ОК с внутренними диаметрами менее 65 мм через две стенки целесообразно один эталон чувствительности, например пластинчатый толщиной 2 % от удвоенной толщины стенки ОК, размещать на стороне, обращенной к источнику излучения, а другой - толщиной 2 % от толщины стенки ОК - на противоположной стороне. Хотя стандарты не требуют дополнительного разме-
щения второго эталона, его изображение даст, дефектоскописту дополнительную информацию при расшифровке снимка.
Схема просвечивания при радиографиро-вании сварной закрытой сферы показана на рис. 3.4.8. Принцип радиографирования аналогичен контролю сварных труб через две стенки, при этом равноотстоящие маркировочные знаки должны размещаться таким образом, чтобы их изображения фиксировались на снимке.
Схемы контроля закрытого резервуара приведены на рис. 3.4.9. Размещение источника излучения около одного конца резервуара показывает, что такая схема позволяет просветить сварной шов другого конца за одну экспозицию.
Все сварные швы на полусфере можно просветить за одну экспозицию с использованием радионуклидного источника излучения (рис. 3.4.10). Источник размещают в геометрическом центре полусферы, а пленки - над всеми швами.
т
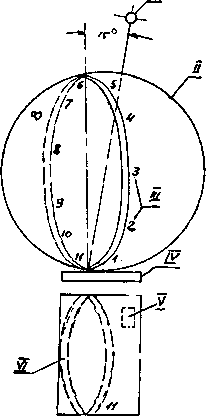
Pic. 3.4.8. Схема 1пм>свечнваяня сварной закрытой сферы:
/- источник излучения; II - ОК; III- маркировочные цифры; IV- кассета с пленкой; V - VI- соответственно изображения* маркировочной платы и сварного шва
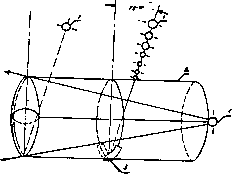
Рас. 3.4.9. Схема просвечиваиия сварного закрытого резервуара:
1 - источник излучения; 2 - ОК; 3 - пленка
а
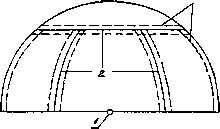
Рис. 3.4.10. Схема просвечивания сварных швов на полусфере:
1 - источник излучения; 2 - сварные швы; 3 - пленки
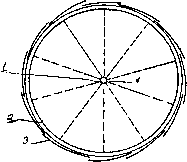
Рис. 3.4.11. Схема просвечивания труб большого диаметра:
1 - источник излучения, 2- ОК; 3 - пленки
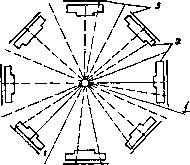
Рис. 3.4.12. Схема просвечивания одинаковых мелких ОК:
1 - источник излучения, 2 - ОК; 3 - пленки
Рис. 3.4.11 и 3.4.12 иллюстрируют два примера панорамного просвечивания. На рис. 3.4.11 показана схема просвечивания труб достаточно большого диаметра, такого, чтобы в нее можно было ввести рентгеновский аппарат с панорамным выходом излучения или радио-нуклидный источник. Диаметры современных кроулеров - автоматически передвигающихся в трубах устройств с источниками излучения -имеют размеры около 120 мм, так что с их
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134] [стр.135] [стр.136] [стр.137] [стр.138] [стр.139] [стр.140] [стр.141] [стр.142] [стр.143] [стр.144] [стр.145] [стр.146] [стр.147] [стр.148] [стр.149] [стр.150] [стр.151]