
страница - 16
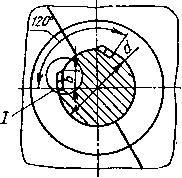
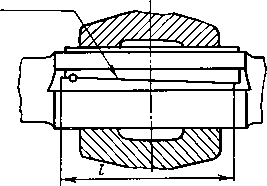
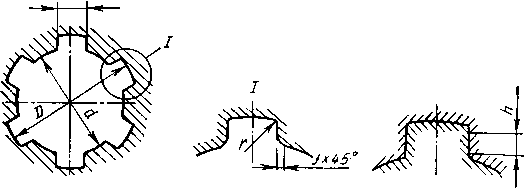
Тангенциальные шпонки (рис. 4.4, табл. 4.4) из двух односкос-ных клиньев применяют для тяжелонагруженных валов в условиях реверсивного вращения. Натяг между валом и ступицей создается в окружном направлении. Обычно устанавливаются две шпонки под углом 120... 135°. Длина шпонки выбирается на 10... 15 % больше длины ступицы. При больших ударных нагрузках и частом реверсировании применяют усиленные тангенциальные шпонки по ГОСТ 24070—80.
размеры шпонки и шпоночного паза
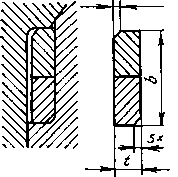
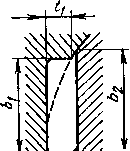
рис. 4.4. Соединение с тангенциальной шпонкой
Призматические и сегментные шпонки рассчитывают на смятие боковых граней, выступающих из вала:
27 <[а«],(4.1)
<*см =
dl»(h-h)
где Т — передаваемый вращающий момент; d — диаметр вала; /р — рабочая длина шпонки: для призматических шпонок с плоскими торцами /р=/, со скругленными — 1Р=1—Ь, где /—полная длина шпонки; h и t\ — см. табл. 4.1 и 4.2; [асм] — допускаемое напряжение при смятии: [асм]=60...100 МПа при неподвижном соединении вала и стальной или чугунной ступицы. Если твердость вала и ступицы больше твердости шпонки, можно принимать [осм] = 200...400 МПа.
Клиновую шпонку рассчитывают на смятие рабочей поверхности с учетом трения:
(Тсм= \2ТЦ1Ь (&+6Ж[асм],
где / и b — см. табл. 4.1; / — коэффициент трения между ступицей
и шпонкой: f=0,15; [асм] 100... 150 МПа при стальной ступице; [<Тсм] = 60...80 МПа — при чугунной.
Тангенциальные шпонки рассчитывают на смятие рабочей грани: о-см = Т/[ (0,45 + 0,64/) dl (*! - s) J< [ocmJ, где /— коэффициент трения: /=0,15; /, t\ и s — см. табл. 4.4; [осм] — назначают, как и для клиновых шпонок.
4.2. Шлицевые соединения
По сравнению со шпоночными эти соединения обеспечивают лучшее центрирование деталей на валу и большую нагрузочную способность, особенно при динамических и переменных нагрузках.
Основное распространение получили шлицевые соединения с прямобочным (рис. 4.5) и эвольвентным (рис. 4.6) профилями зубьев, размеры, допуски и посадки которых стандартизованы. Соединения с треугольным профилем зубьев применяют в основном как неподвижные для небольших моментов.
Ъ
Л
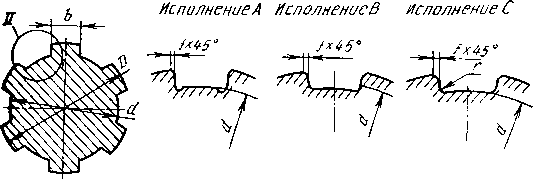
Рис. 4.5. Соединение шлицевое прямобочное
В прямобочных шлицевых соединениях применяют три способа центрирования отверстия ступиц на шлицевом валу: а) по внешнему диаметру шлицев D, при этом по внутреннему диаметру d будет радиальный зазор; б) по внутреннему диаметру d, при этом по диаметру D будет радиальный зазор; в) по боковым сторонам шлицев Ь, тогда радиальные зазоры будут по обоим диаметрам d и D.
Центрирование по D применяют наиболее часто, когда твердость ступицы допускает обработку отверстия протяжкой, при этом вал обрабатывают круглым шлифованием. Этот способ применяют также и при высокой твердости ступицы, обрабатывая отверстия дор-
ном, твердосплавной протяжкой и др. (оставляя припуск на такую обработку до термообработки ступицы).
Центрирование по d применяют обычно для подвижных соединений с высокой твердостью ступицы (отверстие обрабатывают круглым шлифованием) или при длинных валах, когда есть опасность их искривления после термообработки.

о Средняя окружность Средняя Средняя втулка /трудность
окружность
а
Делительная окружность
Делительная окружность
Делительная окружность
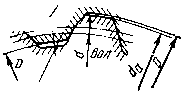
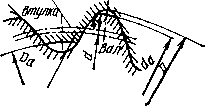
рис. 4.6. Соединение шлицевое эвольвентное:
а — центрирование по наружному диаметру; б — по боковым поверхностям зубьев (плоская форма дна впадины); в — по боковым поверхностям зубьев (закругленная форма дна
впадины)
Центрирование по Ъ применяют при больших знакопеременных и ударных нагрузках (например, в карданных валах автомобилей). Этот способ не обеспечивает высокой точности центрирования и применяется редко.
При центрировании по внутреннему диаметру шлицевые валы изготовляют в исполнениях Л и С, при центрировании по D или Ъ — в исполнении В (см. рис. 4.5).
Размеры элементов прямобочных шлицевых соединений см. в табл. 4.5.
Обозначения шлицевых прямобочных соединений должны содержать: букву, обозначающую поверхность центрирования; число зубьев и номинальные размеры d, D и Ь\ обозначения полей допусков или посадок по диаметрам или ширине 6, размещенные после соответствующих размеров, например d—8x36#7/e8x40#12/all X! X7D9//8. Допуски нецентрирующих элементов в обозначении можно не указывать.
Соединения с эвольвентным профилем зубьев показаны на рис. 4.6. Ступицу центрируют на валу по эвольвентным профилям зубьев либо по наружному диаметру.
Основные параметры шлицевых эвольвентных соединений по ГОСТ 6033—80 (СТ СЭВ 269—76) даны в табл. 4.6, а основные за-зисимости для определения размеров соединения приводятся ниже (т — модуль, мм; z — число зубьев; х — коэффициент смещения):
угол профиля зуба диаметр делительной окружности номинальный исходный диаметр соединения диаметр окружности вершин зубьев втулки диаметр окружности вершин зубьев вала: при центрировании по боковым поверхностям зубьев
при центрировании по наружному диаметру смещение исходного контура
a=30° d=mz
d=mz+2xm+\,\m da=d-2m
da=d-q,2m
da=d
xm = l/2{d—mz- 1,1m)
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134]