
страница - 3
Решение. Используя формулы (1.1) и (1.2) и принимая допускаемые напряжения по табл. 1.2, получим значения допускаемой нагрузки: по срезу
ndlл • 212
Сер] = — * = ~ 5 * 2 М0 = Ш Ш Н; ПО смятию
[/7см]=обт1п2[аСм]=21 -12-5.320=400 • 103 Н, где бщщ — толщина листа (две накладки имеют толщину большую — 16 мм):
6min= 12 MM.
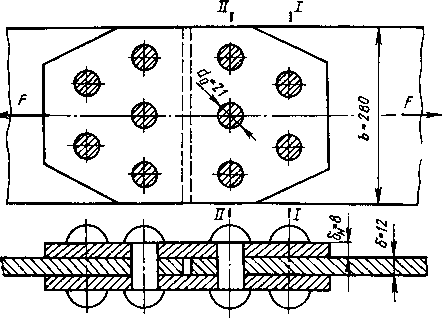
Рис. 1.5. Соединение с фасонными накладками
I —
Окончательно принимаем [F]=400* 103 Н.
Проверяем лист на растяжение при нагрузке /7=[F]=400 • 103 Н. В сечении / действует сила, равная F; в сечении // — // — сила, равная 3/5 -/\ Определяем нормальные напряжения растяжения [по (1.3)]
F400.10»400 . 103 ,,ЛЖЖ„
= 140 МПа,
4-1
(b — 2d0)6 ~ (280 — 2 - 21) 12 — 238-12
что меньше допускаемого значения [<тр]=160 МПа;
3/5 • F
3/5
и//-// = 400 . 103
(b-3d0)6 " 240 • 103
(280 — 3 • 21) 12
217 • 12
= 92 МПа.
Прочность листа обеспечена.
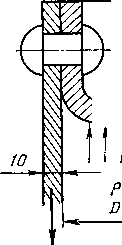
Пример 1.3. Определить необходимое количество заклепок zy с помощью которых крепится днище цилиндрического резервуара. Диаметр заклепок d = 8 мм. Отверстия просверлены (рис. 1.6). Детали соединения выполнены: заклепки из Ст2, днище и резервуар из СтЗ.
Рис. 1.6. Крепление днища цилиндрического зервуара отбортовкой наружу
ре-
-in па
400
Решение. Сила, действующая на заклепки, от внутреннего давления
я£>?л • 400а
F =-р =---1 = 126 - Ю3 Н.
44
Число заклепок по срезу (заклепки односрезные)
I 4 . 126 • 10*
= я/4 . i тср] ~ я • 8,52 . 2 . 140 = 15Д
Число заклепок по смятию (6min=10 мм)
F 126 . 10*
*CM~ *o«mln [*««] ~ «.5-10.320 = 48
Принимаем окончательно г=16.
Пример 1.4. Заклепочное соединение рукоятки (рис. 1.7, а) состоит из четырех заклепок, поставленных в продавленные отверстия. Материал заклепок Ст2; i=6 мм. Проверить прочность соединения при знакопеременном действии нагрузки.
а
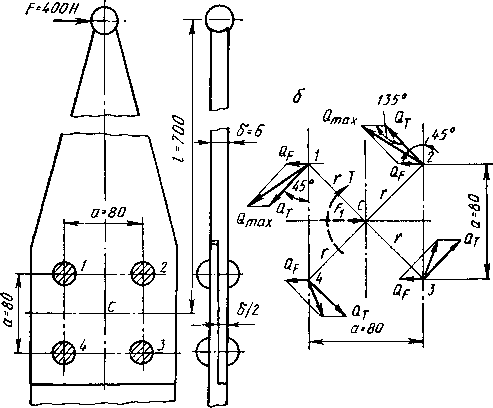
Рис. 1.7. Крепление рукоятки
Решение. 1. Переносим силу F в центр соединения (точку С). Тогда получим силу F\ и момент T = Fl9 действующие в плоскости стыка. Рассмотрим их действие раздельно (рис. 1.7, б).
2.Сила F{ будет уравновешена четырьмя силами QF:
QF = F/4 = 400/4 = 100 Н.
3.Момент Т будет уравновешен четырьмя моментами QTr. Расстояние от точки С до центра сечения заклепок
г = j/+ (т/ = V 402 + 402 = У"3200" « 57 мм.
Силы QT перпендикулярны к отрезкам г.
QT = Fl/(4r) = 400 • 700/(4 • 57) = 1230 Н.
4. Наиболее нагружены заклепки / и 2 (см. рис. 1.7, б). Для них найдем равнодействующие Qmax по теореме косинусов:
Стах = У Qt + Q2F- 2<?tQf cos 135е =
= 1/12302 + 1002 — 2 • 1230 • 100 (—0,707) » 1325 H.
5. Проверяем заклепки на срез и смятие: Q 4 • 1325
*ср =
стах
-max
ndl/4 Я • 6,5
1325 2 • 1325
- = 40 МПа < [хср] = 50 МПа.
°см б . d umin"o
(6/2) 6,5 6 . 6,5
= 45 МПа < [осм] = 140 МПа.
Прочность обеспечена. Допускаемые напряжения для знакопеременной нагрузки уменьшены на 50 % (см. табл. 1.2).
Глава 2. СВАРНЫЕ, ПАЯНЫЕ И КЛЕЕВЫЕ СОЕДИНЕНИЯ
2.1. Общие сведения об основных видах сварных соединений
и сварных швов
Сваркой называют процесс соединения деталей путем местного нагрева. Если для нагрева используется электрическая энергия, процесс называют электросваркой.
По способу выполнения электрическую сварку разделяют на: Р — ручную, П — полуавтоматическую, А — автоматическую. Различаются следующие типы сварки: Г — газовая, Ф — под флюсом, 3 — в защитных газах, Ш — шлаковая, Уз — ультразвуковая, Лз — лазерная и др. На большинство типов сварки существуют стандарты (табл. 2.1). Наиболее распространена ручная дуговая сварка по ГОСТ 5264—80 (рис. 2.1...2.4). В соответствии с этим стандартом и указаны на рисунках некоторые условные обозначения швов: C2.C17, С25, У4, У5 и т. д.
В зависимости от относительного расположения свариваемых деталей сварные швы различаются по видам: С — стыковые (см.
а
F
-о
8
ЭХ
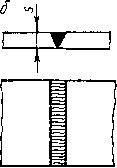
Рис 2.1. Швы стыковые:
без скоса кромок односторонний С2 при s=»1...4 мм; б — со скосами кромок односторонний С17 при s»3...60 мм; в — то же, двусторонний С25 при s=~8...120 мм
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134]