
страница - 48
диусу кривизны эллипса в конце его малой полуоси, получающегося в сечении, нормальном к направлению зуба косозубого колеса:
pv=c2le=d/{2cos2$).
Делительный диаметр эквивалентного колеса
dv=2pv=dJcos2 р.
Тогда
dv =
mnz
COS2 р COS"
Число зубьев эквивалентного колеса
zv=dv/mn = zjcos3 р,
(9.5)
где z — число зубьев косозубого колеса.
Основные параметры цилиндрических редукторов стандартизованы ГОСТ 2185—66 (см. табл. 9.2 и 9.3 и рис. 9.6).
9.3. Зубчатые зацепления со смещением (корригированные)
На рис. 9.7 изображено эвольвентное зацепление. В отличие от зацепления, изображенного на рис. 9.3, здесь показаны дополнительно:
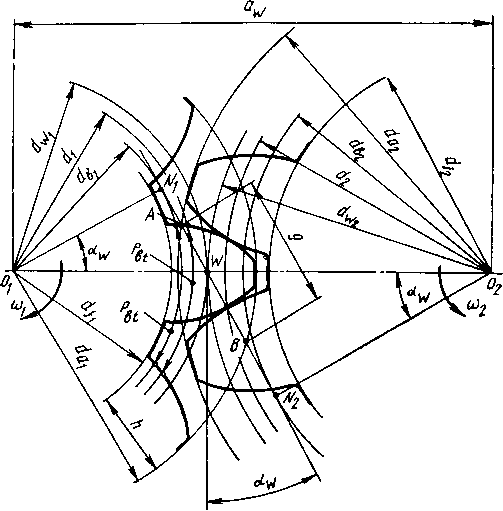
Рис. 9.7. Эвольвентное зацепление
линия зацепления Nx—N2— линия, по которой перемещается точка касания зубьев и проходящая через полюс зацепления W;
угол зацепления аю — угол между линией зацепления N\—N2 и касательной к начальным окружностям в полюсе зацепления. Этот угол принят равным 20°;
основные окружности (их диаметры йь\ и db2) — окружности, при развертке которых получаются эвольвенты, очерчиваю-
щие. 9.8. Изменение формы зуба при корригировании
щие боковые поверхности зубьев. Линия зацепления касается основных окружностей в точках Nx и N2. Диаметр основной окружности db = dwcos р;
длина зацепления — отрезок АВ линии зацепления, определяющий начало и конец зацепления пары зубьев. Этот отрезок отсекается на линии Nx—N2 окружностями вершин зубьев;
делительные окружности (их диаметры dx и d2 — окружности, по которым обкатывается инструмент при нарезании зубьев. При нарезании зубьев инструментальной рейкой шаг рейки и шаг зубчатого колеса на делительной окружности равны. Делительная окружность является начальной только при изготовлении зубчатых колес.
У некорригированных колес [см. формулы (9.2) и (9.3)] и при высотной коррекции зубьев (см. ниже) начальные и делительные окружности совпадают: d=dw—mz.
В зацеплении корригированных колес (за исключением высотной коррекции зубьев) делительные и начальные окружности не совпадают.
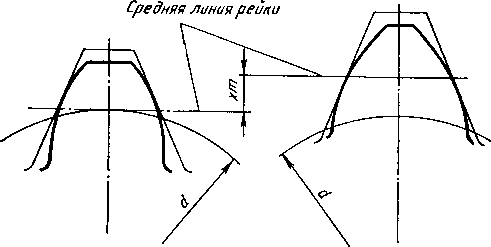
Если при нарезании зубьев инструменту будет дано смещение лтп, произойдет нарезание корригированного зуба (рис. 9.8) (х — коэффициент коррекции или смещения исходного контура). Смещение от центра положительно (хт>0), к центру — отрицательно (лтп<0). Делительная окружность не изменяется, так как остается без изменения число зубьев z. При корригировании профиль зуба очерчивается другим участком эвольвенты той же основной окружности. При положительном смещении инструмента увеличивается
толщина зуба у основания, а следовательно, и прочность зуба. Головка зуба заостряется. В связи с этим ограничивается смещение инструмента. Отрицательное смещение инструмента приводит к явлениям обратного характера.
Наибольшее распространение получили коррекции высотная и угловая.
При высотной коррекции изготовление шестерни происходит с положительным смещением хх > 0, а колеса — с отрицательным Х2 < 0, причем xi = —х2. Суммарное смещение *2 = Х\ -f х2 = 0.
Эта коррекция называется высотной потому, что изменяется соотношение высот головок и ножек зубьев. При высотной коррекции делительные и начальные окружности совпадают так же, как и в некорригированном зацеплении, а межосевое расстояние aw, угол зацепления aw и коэффициент перекрытия е не изменяются.
При угловой коррекции суммарное смещение не равно нулю (обычно *1>0 и *2>0). Делительные окружности не соприкасаются, поэтому начальными становятся новые окружности (dwi>di и dW2>d2)y оси колес раздвигаются, межосевое расстояние увеличивается:
aw= (dwi+dw2)/2>a= (di+d2)/2.
Эта коррекция называется угловой потому, что увеличивается наклон линии зацепления, т. е. угол зацепления. Угловая коррекция сопровождается уменьшением коэффициента перекрытия е.
С помощью корригирования можно повысить качество зубчатого зацепления: а) устранить подрезание зубьев шестерни при малом числе зубьев; б) повысить прочность зубьев при изгибе; в) контактную прочность зубьев; г) износостойкость зубьев и др. Однако улучшение одних показателей при корригировании ведет к ухудшению других. При большом числе зубьев при корригировании форма зуба изменяется незначительно.
В соответствии с рекомендациями ISO предложены следующие правила коррекции:
1)при числе зубьев шестерни гЗО изготовляют некорригиро-ванные колеса;
2)при числе зубьев шестерни Zi<30 и суммарном числе зубьев Zi + z2>60 применяют высотную коррекцию со смещениями Х\ = = 0,03(30-20 и*2= -*ь
3)при суммарном числе зубьев Zi-r-z2<60 применяют угловую коррекцию со смещениями a;i = 0,03(30—zx) и jc2=0,03(30 — г2).
Суммарное смещение
*z = Х\ + x2 0,9, если (z\ -f- z2) < 30 *s< 1,8— 0,03(zi + г2), если 30<(2! + z2)<60.
Основные геометрические соотношения в зацеплении с цилиндрическими колесами, нарезанными со смещением инструмента, приведены в табл. 9.14.
Косозубые цилиндрические передачи корригируют значительно реже, чем прямозубые, так как при работе на изгиб косой зуб прочнее прямого. Кроме того, заданное межосевое расстояние при ко-
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134]