
страница - 4
рис. 2.1), У — угловые (см. рис. 2.2), Т — тавровые (см. рис. 2.3) и Н — нахлесточные (см. рис. 2.4). В зависимости от толщины соединяемых деталей и способов сварки кромки деталей подготовляют перед сваркой; их выполняют без скосов (см. рис. 2.1, а; 2.3, б и др.) и со скосами (см. рис. 2.1, б, в; 2.3, в и др.). Швы могут быть односторонними (см. рис. 2.1,6; 2.2, а; 2.3, а; 2.4, а) и двусторонними (см. рис. 2.1, в; 2.2, б; 2.3, б; 2.4, б).
1
а
6
1
IF
Рис. 2.2. Швы угловые:
а — без скоса кромок односторонний У4 при s=t...30 мм; б —то же, двусторонний У5 при s=2...30 мм; в — со скосом кромок односторонний У9 при s=3...60 мм


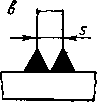
Рис. 2.3. Швы тавровые:
без скоса кромок односторонний T1 при s=2...40 мм; б—то же. двусторонний ТЗ при 5 = 2...40 мм; в —со скосами кромок двусторонний Т9 при s= 12...100 мм
J | i | |
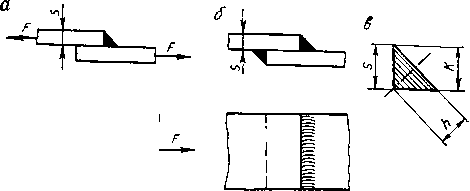
Рис. 2.4. Швы нахлесточные:
а без скоса кромок односторонний HI при s=2...60 мм; б — то же, двусторонний Н2 при s=2...60 мм; в — сечение углового (валикового) шва при K=*s, высота h = K cos 45°«0.7/С
Швы нахлесточных соединений получили название угловых или валиковых. В зависимости от ориентации нахлесточного шва по отношению к действующей силе различают швы лобовые — шов перпендикулярен к направлению действующей силы (см. рис. 2.4) и швы фланговые — шов параллелен направлению действующей силы (см. рис. 2.5 и 2.8). Размер катета валикового шва К чаще всего принимают равным толщине привариваемой детали s (см. рис. 2.4, в); обычно швов с /С<3 мм не выполняют. Редко встречаются швы с /С>20 мм.
Сварные угловые швы (см. рис. 2.2) являются нерабочими и применяются как связующий элемент для образования профиля.
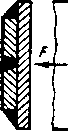
Соединение с прорезью (рис. 2.5) применяют тогда, когда прочность угловых швов недостаточна.
Пробочное соединение показано на рис. 2.6. Обычно проплавляют верхний более тонкий лист. Рационально применять при толщине тонкого листа не более 5 мм.
При точечной сварке электроды располагают с двух сторон относительно свариваемых деталей, которые обычно имеют малые
--—Ьь. | |
1111 | ШИШКИ |
пшнппниинш
Рис. 2.5. Соединение с прорезью
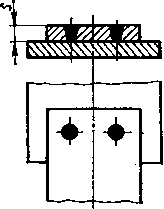
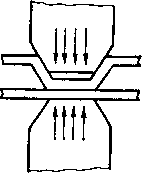
Рис. 2.6. Соединение пробочное
Рис. 2.7. Рельефная сварка
толщины (от долей до нескольких миллиметров). Для улучшения качества соединения точечную сварку иногда заменяют рельефной (рис. 2.7). При точечной и рельефной сварках электроды прижимают к свариваемым деталям, т. е. они играют роль пуансонов для осадки металла в нагретой зоне.
2.2. Расчет прочности сварных швов
Случай 1. Стыковое соединение нагружено осевыми силами. Сварной шов (см. рис. 2.1) работает на растяжение или сжатие вне зависимости от вида подготовки кромок.
Условие прочности шва:
a-F/i>s) <[*;].
где F — нагрузка на сварное соединение, Н; b — длина шва, мм; s — толщина соединяемых деталей, мм; о — расчетное напряжение
растяжения (сжатия) в сварном шве, МПа; [ар]—допускаемое напряжение для сварного шва (МПа), принимаемое по табл. 2.2.
Случай 2. Угловые (валиковые) швы нагружены осевыми силами. Угловые лобовые швы (см. рис. 2.4, а) рассчитывают по опасной плоскости среза, совпадающей с биссектрисой прямого угла. Расчетная высота шва h = K cos 45°«0,7/С (см. рис. 2.4, в).
т=/7(0,7/С&)<КР],(2.1)
где К — размер катета углового шва, мм; т — расчетное напряжение среза в сварном шве, МПа; [т/р] — допускаемое напряжение для углового сварного шва (МПа), принимаемое по табл. 2.2.
Угловые фланговые швы (см. рис. 2.5) рассчитывают аналогично.
При несимметричном расположении фланговых швов относительно линии действия сил F (рис. 2.8) силы Fx и fa, возникающие в них, находят по правилам статики:
f. = F-i- и F2= F —. аа
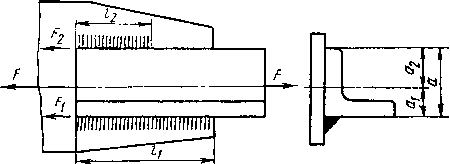
Рис. 2.8. Присоединение несимметричного1 элемента
Случай 3. Пробочное соединение (см. рис. 2.6) а) работает на срез:
i • nd2U
б) работает на отрыв:
о =
<КР];
i . nd2/4
где i — количество пробок; d — диаметр пробок, мм.
Случай 4. Расчет швов, нагруженных перпендикулярно к стыку. 1. Соединение выполнено стыковыми швами (рис. 2.9, а):
о =
М
+ £ < KpI.
S---=C;
ft1
f | |
1 | |
= Jli г -C:

"4
Puc. 2.0. Соединение, на груженное силой и мо ментом:
где М — изгибающий момент, Я-мм; Wc — момент сопротивления сварного шва, мм3: Wc=sh2/6; Ас — площадь сечения сварного шва, мм2: Ac = sh.
Влиянием поперечной силы обычно пренебрегают так же, как и при расчете балок на изгиб.
2. Соединение выполнено угловыми швами (рис. 2.9, б). Расчет ведут по условной методике, суммируя напряжения от изгиба и растяжения:
м
а ~п*ш£ыТ1у1%£ы7)ШВЫ гДе Ис —момент сопротивления швов в
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134]