
страница - 5
биссекторном сечении, мм3: UPc=2-0,7/<(/i2/6; Ас — площадь швов в биссекторном сечении, мм2: Ac = 2-0,7Kh.
Случай 5. Расчет угловых швов, нагруженных в плоскости стыка свариваемых деталей (рис. 2.10).
Приведем расчет по способу расчленения соединения на составляющие Расчеты по способу полярного момента инерции и по способу осевого момента см. в [12]. Принимают, что изгибающий мо-
Рис. 2.10. Соединение из нескольких швов, работающее на изгиб
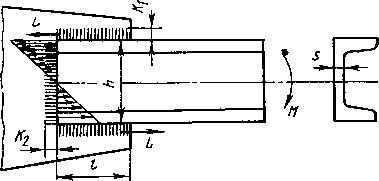
мент М уравновешивается парой сил L(h+K\) в горизонтальных швах и моментом защемления вертикального шва:
М=т • 0,7/С,/ (h+Ki) +т • 0,7/C2/i2/6.(2.2)
Тогда условие прочности
Т 0JKxl (/i + /C,) + 0,7K2/i7<5 MTcPJ* Случай 6. Расчет швов точечного соединения (рис. 2.11).
С | у. | |||
Рис. 2.11. К расчету сварных точечных элементов
Сила в наиболее нагруженной точке от момента М (считают, что она направлена перпендикулярно к гтах):
мм
где Г{ — расстояние 6т центра тяжести соединения до центров сварных точек; гтйх — расстояние от центра тяжести соединения до центра наиболее удаленной точки; i -~ число сварных точек.
Сила в каждой сварной точке от силы Т7:
Qf « FIL
Равнодействующую Qmax в наиболее нагруженной точке можно найти по теореме косинусов:
<L.X = V (QiLxf + («f)2 - 2Qfm,xQT cos о
Lmax
«-»«» W /\лп »
Тогда условие прочности:
где d — диаметр сварных точек.
2.3. Условное изображение сварных швов
на чертежах
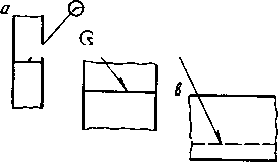
Вид сварного шва и его конструктивные особенности показывают на чертежах с помощью вспомогательных знаков и условных обозначений, установленных ГОСТ 2.312—72. На рис. 2.12 приведены некоторые из вспомогательных знаков и показаны места их расположения в условных записях.
*-6 -г
Z.Рис. 2.12. Вспомогательные знаки для
обозначения сварных швов на чертежах:
оа — шов выполнить при монтаже изделия;
оZ—б — шов прерывистый или точечный с шах-
-— матным расположением; в — шов по замкнутой линии; г — шов по незамкнутой линии
?
/
/- /
Г0СТ52ЬЬ-в0 С17
ГОСГ52бЬ-80УЬЫ А s ~\ГОСТ5264 -80 r/L6Z2
ГОСТ5264-60 H2h10Z2
г

Рис. 2.13. Примеры условного обозначения сварных швов при ручной дуговой
сварке по ГОСТ 5264—80:
о — стыковой по замкнутой линии со скосами кромок односторонний; б —угловой по замкнутой линии без скоса кромок односторонний с катетом шва 8 мм; в — тавровый без скоса кромок односторонний с катетом шва 6 мм, выполненный по незамкнутой линии; г — нахлесточный без скоса кромок двусторонний с катетом шва 10 мм, выполненный по незамкнутой линии
Сварной шов независимо от способа сварки изображают на чертежах: видимый — сплошной основной линией, невидимый — штриховой. От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. На рис. 2.13 приведены примеры условных обозначений сварных швов, нанесенные на линиях-выносках. На этом рисунке показаны условные изображения швов при ручной дуговой сварке по ГОСТ 5264—80. В случае выполнения швов других видов номер ГОСТа следует проставлять в соответствии с данными табл. 2.1. В условных обозначениях пропущены некоторые данные, которые стандарт разрешает не указывать.
На изображении сварного шва различают лицевую и оборотную стороны. За лицевую принимают ту сторону, с которой производится сварка. У двустороннего шва с симметричной подготовкой кромок за лицевую сторону принимают любую; при несимметричной — с которой производят сварку основного шва.
Условное обозначение лицевого шва наносят над полкой линии-выноски; обозначение оборотного шва—под ней. На рис. 2.13, а, б и г даны условные обозначения для швов с лицевых сторон, на рис. 2.13, в — условное изображение для шва с оборотной стороны.
2.4. Паяные соединения
Соединение деталей при пайке осуществляется за счет сил молекулярного взаимодействия между расплавленным присадочным материалом, называемым припоем, и материалом самих деталей. Материал соединяемых деталей при пайке не расплавляется.
С помощью пайки соединяют стали, цветные металлы и их сплавы, керамику, стекло, стекло с другими материалами и др.
F
В
г | |||
1 | |||
Рис. 2.14. Паяные соединения: стыковое; б — нахлесточное; в — телескопическое
При пайке применяют главным образом стыковые и нахлесточные соединения, а также соединения труб. Некоторые виды паяных соединений показаны на рис. 2.14. Для проникновения припоя между соединяемыми деталями следует оставлять зазоры от нескольких сотых до десятых долей миллиметра.
Место соединения деталей в разрезах и на видах изображают при пайке линией в 2 раза толще сплошной основной линии. Для обозначения пайки на чертежах применяют условный знак в виде дуги, который помещают на линии-выноске. Толщина линии это-
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134]