
страница - 11
диаметра цилиндра), то общая ширина окна может быть доведена до 80% от диаметра цилиндра, измеряя по хорде.
Наименьший радиус закруглений в углах выпускного окна равен 5 мм. Лучший радиус закругления углов выпускного окна примерно равен 10% от диаметра цилиндра. Конструкция выпускного окна также имеет большое значение. Острые кромки окна следует округлить по всему контуру радиусом 0,5 мм.
Для безударной работы поршневых колец нижнюю и верхнюю кромки окна следует овально запилить на высоту 1,5 - 2мм. Эту работу нужно производить мелкой наждачной шкуркой, намотанной на плоскую палочку. Лучшей формой выпускного окна из условий нормальной работы поршневых колец является эллипсовидная. Площадь поперечного сечения выпускного окна должна быть распилена с учетом гарантированной работы поршневых колец и юбки поршня, т. е. до максимального размера.
По фазе открытия впускное и выпускное окна почти равны, но чаще впускное окно имеет более длительную фазу открытия. Это достигается, в основном, за счет подрезки юбки поршня на 2—5 мм. Площадь впускного окна должна быть равна или чуть меньше выпускного окна. Следует обратить внимание на обработку выпускного окна, особенно верхней кромки. Выпускной патрубок.
Чтобы не создавать сопротивления при выходе отработавших газов, площадь поперечного сечения выпускного патрубка должна быть равна или больше площади выпускного окна.
При подгонке выпускного патрубка переход выпускного окна в круглую выпускную трубу должен быть плавным и без уступов.
Для лучшей организации потока выпускной канал должен быть как можно прямее и как можно короче для сведения потерь к минимуму, но не настолько, чтобы вызвать опасность деформации цилиндра и ослабления крепления выпускного парубка. При изготовлении и подгонке выпускного патрубка надо следить, чтобы не было его изгиба. Если изгиб необходим при компоновке выпускной трубы, то он должен быть по возможности более плавным. Начало изгиба следует делать не ближе 15—20 мм от зеркала цилиндра.
В первом случае выходящие из цилиндра с большой скоростью отработавшие газы встречают на своем пути сопротивление стенки патрубка, получается сильное завихрение, что ухудшает очистку цилиндра. Во втором случае истечение газов более равномерное с наименьшим сопротивлением.
Куполообразное днище поршня уменьшает эффективную площадь выпускного окна. Эта площадь может быть увеличена наклоном нижней части окна вниз, следуя по контуру днища поршня (рис. 58).
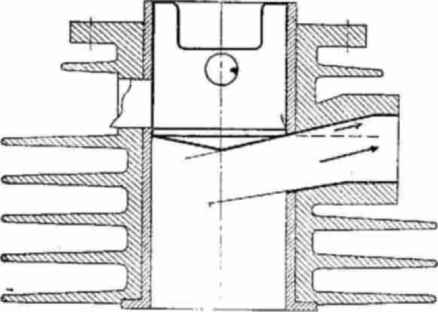
Рис. 58. Наклон выпускного канала Iв соответствии с формой головки поршня
Безгаечное лабиринтовое соединение выпускной трубы с выпускным патрубком оказалось наиболее распространенным, простым и надежным и поэтому часто применяется в мотокроссе.
Такая конструкция выпускного патрубка наилучшая в отношении герметизации и вибрации. Реже применяется простая насадка выпускной трубы на патрубок. Этот вариант проще, но не всегда обеспечивает герметичность выпускной системы. В случаях, когда выпускная система соединяется с выпускным патрубком при помощи гайки, ее следует обязательно крепко затягивать и страховать стальной проволокой диаметром 0,7—1 мм к цилиндру или раме. С этой целью к гайке нужно приварить специальное ушко из проволоки толщиной 0 2,5—3 мм, а в рубашке цилиндра просверлить отверстие.
Материал для изготовления патрубка сталь Ст. 3, толщина пластины для изготовления фланца 4—5 мм. Соединять патрубок с фланцем лучше автогенной сваркой. Чтобы не было деформации патрубка при сварке, нужно изготовить специальную оправку, надеть на нее патрубок, а потом производить сварку.
Зачищать сварку снаружи не следует, так как это уменьшает механическую прочность шва. Надежность и герметичность крепления выпускного патрубка к цилиндру не должны вызывать сомнений. В качестве уплотнительной прокладки между рубашкой цилиндра и выпускным патрубком может быть применен клингерит или паранит и, как исключение, мягкий алюминий или отожженная медь (в этом случае подгонка плоскостей более тщательная).
Обычно фланец выпускного патрубка крепится к рубашке цилиндра четырьмя шпильками М6 X 25 с наружными шайбами и гайками. Плоскость прилегания фланца патрубка к рубашке цилиндра нужно выровнять (прострогать или профрезеровать, можно просто запилить плоским напильником).
Внутреннюю поверхность патрубка обработать, тщательно подогнать по контуру окна в рубашке цилиндра. После окончательной сборки и затяжки гаек крепления проверить, не выступает ли прокладка за контуры окна.
Подогнать прокладку до полного совпадения с контуром окна. Проверить, соединяется ли выпускная система с патрубком цилиндра, при необходимости подогнать зачисткой и подпиловкой.
ВЫПУСКНАЯ СИСТЕМА
Выпускная система в двухтактном двигателе имеет большое влияние на характеристику и мощность двигателя.
На практике подбор выпускной системы трудный процесс. На каждый двигатель устанавливается специально изготовленная выпускная система (рис. 59).
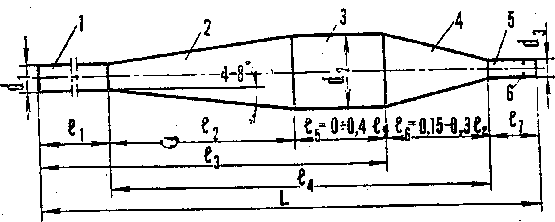
Рис, 59. Система выпуска и исходные размеры ее элементов: Г— выпускная труба; 2 — диффузор (конус расширения); 3 — цилиндрическая часть; 4 —конфузор (конус сжатия); 5 —выходная труба глушителя; 6 —
шайба
/6 = 0-0.4/а; /в = 0,15—0,574;
Она состоит из следующих деталей:
1.Выпускная труба.
2.Прямой конус.
3.Цилиндрическая часть.
4.Обратный конус.
5.Глушащая часть глушителя.
6.Бленда (шайба).
В глушителе происходит сложное пульсирующее возвратно-поступательное движение волн газов, имеющее определенную частоту.
Для оптимально подобранного глушителя необходимо, чтобы к моменту закрытия выпускного окна обратная волна обеспечила возврат части отсосанной рабочей смеси в цилиндр. Иначе говоря, требуется достижение резонанса или согласования частоты собственных колебаний волны газов с частотой импульса этой волны на выпуске, т. е. с числом оборотов двигателя.
Но так как частота собственных колебаний волны зависит еще и от параметров глушителя (сечения, длины), а также от температуры газа в глушителе, необходим их тщательный подбор.
В глушителе такой важнейший параметр, как общая длина, подбирается изменением длины выпускной трубы и цилиндрической части глушителя.
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35]