
страница - 18
нагрев поршня. Пригорания кольца не будет, так как при использовании хороших масел это исключено. Увеличенное сечение патрубка, соединяющего карбюратор с воздушным фильтром (до диаметра 40 мм), правильно подобранная длина (до 300 мм), дающая возможность использования резонансных явлений во впускном патрубке и тем самым улучшающая наполнение цилиндра свежей смесью; большой правильно выполненный воздушный фильтр, позволят получить большую мощность.
Уменьшить длину выпускной трубы и удлинить глушитель на 270 мм путем приварки цилиндрической части (рис. 76).
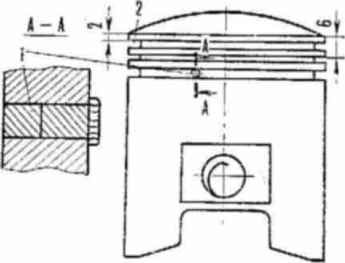
Рис. 75. Передел к.1 поршни: I — штифт. 2 — дополнительная канавка
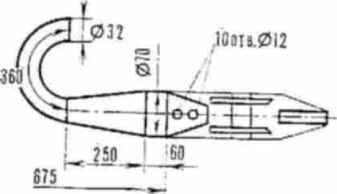
Рис. 76, Cacieua зыпу.
После такой малой форсировки, без изменения степени сжатия и других переделок, двигатель развивает мощность 12 л с при 5500 об/мин.
Установка опережения зажигания, бензин и масла — согласно заводской инструкции по эксплуатации мотоцикла. После проведенной форсировки двигатель станет более приемистым и мотоцикл будет развивать скорость более 100 км/час.
Форсировка спортивно-серийного двигателя К-175 с чугунным цилиндром.
Для форсировки выбирается цилиндр с хорошим зеркалом рабочей поверхности желательно диаметром 61,75 мм, с хорошей резьбой на выпускном патрубке и целыми верхними ребрами охлаждения. Чтобы легче было добраться до продувочных каналов и
лучше их обработать, рекомендуется проточить цилиндр снизу на 36 мм по наружному размеру гильзы диаметром 69,2 мм (рис. 77), а вместо проточенных ребер изготовить шайбу из дюралюминия, с ребрами охлаждения, продувочными и впускным окнами и отверстиями под шпильки (рис. 78).
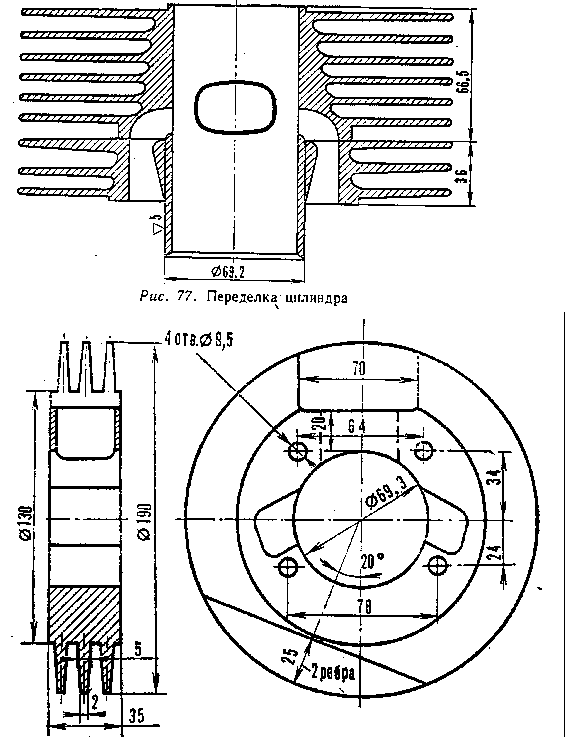
Рис. 78. Нижняя часть цилиндра
Проточка цилиндра. Обработать продувочные каналы без проточки нижней части цилиндра трудно, но можно. Желающие оставить чугунный цилиндр в первозданном виде могут профрезеровать продувочные каналы, расширив их, а затем шарошками или гнутыми напильниками зачистить каналы и довести их до нужных размеров. В этом случае большой вес цилиндра и большие массы металла со стороны впуска останутся, а придать нужную форму и чистоту продувочным каналам будет очень трудно. Для
облегчения работ и снижения общего веса цилиндра предпочтительнее первый вариант обработки. Изготовление шайбы - дело нетрудоемкое и полностью себя оправдывающее. При подрезке цилиндра надо быть осторожным. Во-первых, при скалывании ребер, во-вторых, при посадке цилиндра на оправку, в-третьих, при подходе резца к выпускному патрубку. Возможно вскрытие выпускного канала. В случае вскрытия выпускного канала образовавшееся отверстие нужно заплавить латунью или медью, а потом обработать. После проточки нижних ребер получается несоответствие сечений подхода и выхода в продувочных каналах.
Чтобы облегчить работу по обработке каналов до нужной формы и пропускной способности, неплохо воспользоваться фрезерным станком. Если нет возможности профрезеровать каналы (в основном внутреннюю часть), то можно высверлить лишний металл, а потом обработать каналы шарошками. Выход продувки на поршень — под прямым углом, передний угол встречи потоков — 77°, задний — 140°. Окна цилиндра доводятся до нужных размеров и полируются (рис. 79). Затем надо снять фаски на окнах.
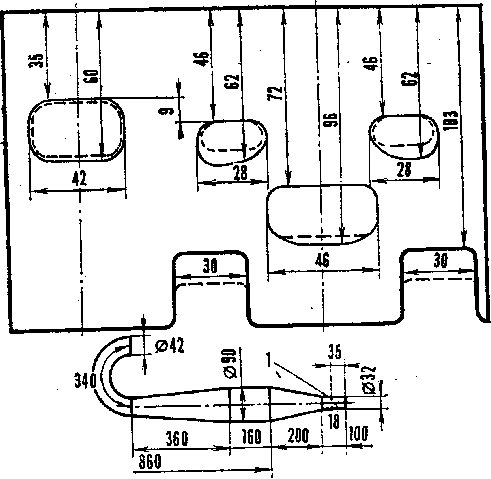
Рис. 79. Развертка цилиндра
Закончив работы с цилиндром, можно приступать к изготовлению и подгонке шайбы-подставки нижней части цилиндра (см. рис. 78). Для подставки подойдет материал Д16Т, В-95 пли любой другой плотный алюминиевый сплав. Подставка изготовляется с одной установки, чтобы не было перекосов торцевых поверхностей. Ребра делают с произвольных размеров ± 1 мм, всего три ребра охлаждения.
Впускной и продувочные каналы фрезеруются и подгоняются до полного совпадения соответственно по впускному патрубку и продувочным каналам в картере цилиндра. Для
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35]