
страница - 3
Отверстие под поршневой палец выполняется по скользящей посадке и обязательно должно иметь каналы под смазку.
Глубина канавки под поршневое кольцо делается такой, чтобы кольцо утопало в ней на 0,3—0,4 мм, а ширина канавки была равна ширине кольца +0,03.
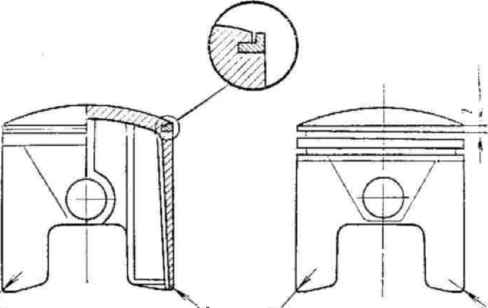
Рекомендуется производить притирку поршневых колец в канавках. Это нужно делать до установки стопорных штифтов. Для этого нужно установить поршневое кольцо в канавку на поршень, слегка смазав ее моторным маслом, вставить поршень с кольцом в цилиндр на глубину 10—15 мм и, вращая поршень, добиться свободного проскальзывания кольца в поршневой канавке. После этого промыть поршень в бензине, снять поршневое кольцо, установить в нужном месте стопор. Расположение верхнего L-образного кольца в одной плоскости с краем сферы головки поршня дает возможность точно отсекать, регулировать фазы продувки и выпуска, но боязнь перегрева и поломки поршневых колец (некачественны) заставляет располагать их на 1—2 мм ниже сферы (рис. 35).
r0,5r5ro,5«5
аб
г
Рис. 35. Расположение L-образных колец на поршне (а) к обычных (б)
При использовании плоских поршневых колец расположение их тоже максимально приближается к верхней кромке поршня.
Канавки под L-образные кольца — ступенчатые, с одинаковыми зазорами при упоре кольца в канавку (рис. 36).
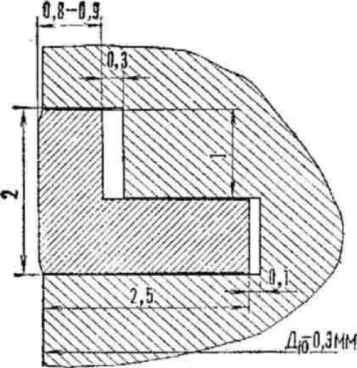
Рис. 36. Положение -образного кольца в канавке поршни: Дю—диаметр юбки поршня
Для улучшения динамики газового потока со стороны впуска нужно скруглить нижний край юбки поршня радиусом R= 5 мм.
Величина подрезания юбки поршня со стороны впуска 2 - 5 мм, с запиловкой радиуса округления и полировки этой кромки.
Чтобы иметь неразрывный газовый поток большее время, управляющая кромка поршня должна уходить примерно на 10—15% хода поршня за верхнюю кромку окна. Лучшие результаты достигнуты при подъеме поршня над верхней кромкой окна на 3,5—5 мм. При установке нового поршня надо помнить о площади поперечного сечения продувочных окон на поршне. Они не должны быть меньше, чем окна в гильзе цилиндра.
Использование серийных поршней для спортивных целей.
Серийные поршни можно использовать для спортивных целей, но обязательно подогнав их. За неимением нужного спортивного поршня можно на среднефорсированных двигателях использовать серийные поршни К-175, Т-200. ИЖ, «Планета-3». ИЖ -«Юпитер-3».
Конструкция многих серийных поршней вполне позволяет сделать новую дополнительную канавку под поршневое кольцо, расположенное в верхней части. Нижнее кольцо в этом случае вообще не ставится, а его канавка глушится двумя штифтами из алюминиевой проволоки, ограничивая пропуск газов к выпускному окну. Заводские стопоры колец спилить, установить новые, так чтобы замки колец не попадали в окна цилиндра.
Установка стопоров поршневых колец.
Для установки стопоров в канавке поршня, после предварительной разметки, свершится отверстие диаметром 1,8—2 мм. Чтобы правильно произвести разметку положения
стопоров колец, нужно собрать двигатель без головки цилиндров и, проворачивая, убедиться, что стопоры находятся в местах свободных от окон, желательно на равном расстоянии от кромок близлежащих окон.
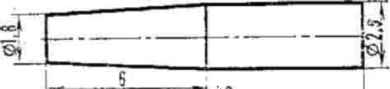
Глубина отверстий под установку стопоров 6—8 мм. Для стопора подбирается стальная проволока диаметром 2,5 мм. Запиливается торец, а конец скругляется под конус 1,8— 2,5 мм на высоту 6 мм (рис. 37).
В нагретый до 100°С поршень маленьким молоточком забивается стопор до тех пор, пока он не войдет на всю глубину отверстия. Длинный конец гвоздя обкусывается, выступающая часть запиливается надфилем до высоты, равной половине канавки под поршневое кольцо. Поршневые кольца.
Значительная часть механических потерь в двигателе происходит за счет трения поршня и поршневых колец о стенки цилиндра. Для уменьшения этих потерь нужна хорошая смазка, меньшая площадь трения. Немалое значение в этом вопросе имеет толщина поршневых колец, качество, количество, конструкция.
Качество работы двигателя зависит прежде всего от работы такого сопряжения, как поршень—поршневое кольцо—гильза. Поршневые кольца обеспечивают необходимую герметичность и наиболее благоприятные условия для отвода тепла. Несмотря на кажущуюся простоту конструкции, поршневое кольцо является такой деталью, к которой предъявляются особо высокие требования по точности изготовления. Износостойкость поршневых колец в значительной степени определяет долговечность всего двигателя. Производство заготовок поршневых колец осуществляется методом индивидуального литья в песчаные формы, реже из маслот. Поршневые кольца отливаются из специального серого чугуна. В поседнее время для изготовления колец стали применять высокопрочный чугун с шаровидным графитом, а также сталь. Конструкция поршневых колец.
Наиболее широкое распространение имеют поршневые кольца прямоугольного сечения. Верхнее кольцо работает при полусухом трении и подвергается максимальному коррозийному износу и большим температурным нагрузкам. Поэтому рабочую поверхность поршневых компрессионных колец, как правило, хромируют. Толщина хромового покрытия 0,08—0,18 мм при глубине пористого слоя 20—60 мк. Из условий лучшей приработки и уменьшения давления изготовляются поршневые кольца с внутренней сточкой. Это L-образные кольца торсионного типа (рис. 38.а).
■ ■
Рис. 37 Стопорный штифт
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35]