
страница - 6
го знака равна толщине сплошной основной линии чертежа. Линия-выноска заканчивается стрелкой.
Расчет прочности паяных стыковых и нахлесточных соединений аналогичен расчету сварных соединений. Но следует иметь в виду, что площадь припоя в нахлесточном соединении равна Ы (см. рис. 2.14, б).
Оловянно-свинцовые припои ПОС 30, ПОС 40 и другие регламентированы ГОСТ 21931—76, серебряные ПСр 40, ПСр 45 и другие — ГОСТ 19738—74. В этих обозначениях числа соответствуют содержанию олова и серебра в процентах.
Прочностные характеристики некоторых паяных соединений приведены в табл. 2.4 [10].
Паяные соединения испытывают до разрушения. Разрушающая сила для стыкового соединения (см. рис. 2.14, а)
где А — площадь поперечного сечения испытуемого образца.
Испытание нахлесточных соединений (см. рис. 2,14, б) проводят на образцах, имеющих длину нахлестки /=2,5$. Разрушающая
•сила
/7=tb6-2,5s,
где b — ширина образца; s — толщина образца.
Для телескопических паяных соединений (см. рис. 2.14, в) разрушающая сила
F=xBA,
где А — площадь шва в телескопическом соединении.
Допускаемые напряжения при пайке могут быть определены делением разрушающих напряжений на коэффициент запаса прочности, который рекомендуют принимать при статическом нагруже-нии 2,5...3.
2.5. Клеевые соединения
Клеевые соединения применяют для скрепления однородных и разнородных материалов, металлических и неметаллических. Получение клеевых соединений обычно требует нагрева и прижатия склеиваемых деталей.
Конструкции клеевых соединений подобны паяным соединениям (см. рис. 2.14), но вместо припоя наносят слой клея, при затвердевании которого появляются силы адгезии. За счет этих сил и осуществляется передача усилия с одной детали на другую. В настоящее время клеевые соединения применяются достаточно широко даже в ответственных конструкциях (самолеты, мосты и др.)>.
Перед склеиванием соединяемые поверхности подвергаются механической и химической подготовке. Механическая подготовка
(например, обработка абразивной шкуркой или пескоструйная) за счет создания шероховатости способствует увеличению площади поверхности склеивания. Химическая подготовка проводится для обезжиривания склеиваемых поверхностей бензином, бензолом или ацетоном.
Существенное влияние на нагрузочную способность клеевых соединений имеет толщина клеевого слоя; ее оптимальные значения 0,05...0,15 мм. При применении швов толщиной более 0,5 мм прочность клеевого соединения значительно снижается.
Наиболее распространены клеевые соединения, работающие на срез. На растяжение клеевые соединения работают значительна хуже.
Прочностные характеристики клеевых соединений (клей ВК-37 на основе эпоксидной смолы) приведены в табл. 2.5 [20]. Соединения с клеями на основе кремнийорганических полимеров обладают повышенной теплостойкостью, но их прочность ниже, чем у соединений на основе эпоксидных, полиэфирных и других смол.
о6
Расчет на прочность клеевых соединений аналогичен расчету паяных соединений, как и обозначение на чертежах (см. рис. 2.14), но вместо условного знака в виде дуги наносят условный знак, напоминающий букву «К» (рис. 2.15). На рис. 2.16, 2.17 показаны клеевые соединения труб из разнородных материалов.
Рис. 2.15. Клеевые соединения и их условное изображение
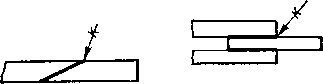
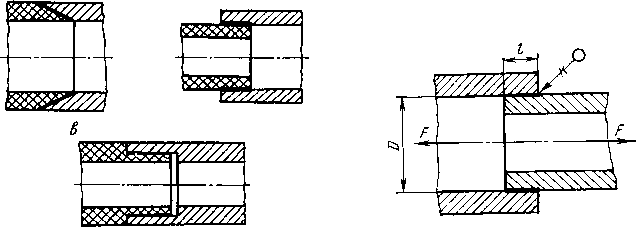
Рис. 2.16. Клеевые соединения труб металлической и пластмассовой:
о — стыковое на ус; б — нахлесточное труб разных диаметров; в — стыковое ступенчатым швом
Рис. 2.17. Клеевое соединение труб из алюминиевого сплава по замкнутой линии
2.6. Справочный материал
Табл. 2.1. Основные типы сварных соединений
Гост
Наименование сварного соединения
5264—80Ручная дуговая сварка
8713—79Сварка под флюсом
11533—75Автоматическая и полуавтоматическая дуговая сварка под
флюсом
14771—76Дуговая сварка в защитном газе
14806—80Дуговая сварка алюминия и алюминиевых сплавов в инертных
газах
15164—78Электрошлаковая сварка
15878—79Контактная сварка
16310—80Соединения сварные из полиэтилена, полипропилена и винипласта
23792—79Соединения контактные электрические сварные
Табл. 2.2. Допускаемые напряжения для сварных швов в машиностроительных
конструкциях
Для стыковых соединений | При срезе Кр] | |||
Сварка | при растяжении [ар] | при сжатии [°сж] | ||
Ручная электродами Э42 Ручная электродами Э42А, и Э50А | Э46А | 0,9[ор] (Op) | аР] | 0Дар\ 0,65[ар] |
Примечания: 1. fap] — допускаемое напряжение для основного металла при растяжении; ориентировочно можно принимать (ор) «= (0,5. • .0,6)ох.
2. В конструкциях, подвергающихся действию переменных напряжений, допускаемые напряжения для основного металла умножают на коэффициент
В конструкциях из стали марки Ст5:
T-o.J(i.j-o.e -7й5-) о.
гле Gmb и атах — минимальное и максимальное напряжения, взятые со своими
знаками;
в конструкциях из низкоуглеродистых сталей:
0,6*а + 0,2 - (0,6*а - 0t2) -LI
amax J
V=l 0,6*а + 0,2- (0,6*а~0,2)-- I <1,
где kQ — эффективный коэффициент концентрации напряжений (табл. 2.3).
Табл. 2.3. Эффективные коэффициенты концентрации напряжения
для сварных соединений
Вид сварного шва | Значение Ка | дли стали |
ни зкоу г л ер од и стой | низколегированной | |
Стыковые швы | 1,2 | 1.4 |
Угловые лобовые швы | 2 | 2.5 |
Угловые фланговые швы | 3,5 | 4,5 |
содержание:
[стр.Введение] [стр.1] [стр.2] [стр.3] [стр.4] [стр.5] [стр.6] [стр.7] [стр.8] [стр.9] [стр.10] [стр.11] [стр.12] [стр.13] [стр.14] [стр.15] [стр.16] [стр.17] [стр.18] [стр.19] [стр.20] [стр.21] [стр.22] [стр.23] [стр.24] [стр.25] [стр.26] [стр.27] [стр.28] [стр.29] [стр.30] [стр.31] [стр.32] [стр.33] [стр.34] [стр.35] [стр.36] [стр.37] [стр.38] [стр.39] [стр.40] [стр.41] [стр.42] [стр.43] [стр.44] [стр.45] [стр.46] [стр.47] [стр.48] [стр.49] [стр.50] [стр.51] [стр.52] [стр.53] [стр.54] [стр.55] [стр.56] [стр.57] [стр.58] [стр.59] [стр.60] [стр.61] [стр.62] [стр.63] [стр.64] [стр.65] [стр.66] [стр.67] [стр.68] [стр.69] [стр.70] [стр.71] [стр.72] [стр.73] [стр.74] [стр.75] [стр.76] [стр.77] [стр.78] [стр.79] [стр.80] [стр.81] [стр.82] [стр.83] [стр.84] [стр.85] [стр.86] [стр.87] [стр.88] [стр.89] [стр.90] [стр.91] [стр.92] [стр.93] [стр.94] [стр.95] [стр.96] [стр.97] [стр.98] [стр.99] [стр.100] [стр.101] [стр.102] [стр.103] [стр.104] [стр.105] [стр.106] [стр.107] [стр.108] [стр.109] [стр.110] [стр.111] [стр.112] [стр.113] [стр.114] [стр.115] [стр.116] [стр.117] [стр.118] [стр.119] [стр.120] [стр.121] [стр.122] [стр.123] [стр.124] [стр.125] [стр.126] [стр.127] [стр.128] [стр.129] [стр.130] [стр.131] [стр.132] [стр.133] [стр.134]